VTS データ、ビレット、テーパー、HTCの定義
Process Dataツールを使用して、可変時間ステップ(VTS)データ、ビレットテーパー、熱伝達係数を定義します。
可変時間ステップの自動定義
非定常解析では時間ステップデータを指定する必要があります。金属押出は周期的なプロセスで、各サイクルの持続時間は以下に依存します:
- ラム速度
- ラム加速時間
- 据込後のビレットの長さ
- バットの長さ
-
Extrusionリボンから、Process DataツールにあるVTS
ツールをクリックします。

時間ステップデータダイアログが表示されます。
可変時間ステップの手動定義
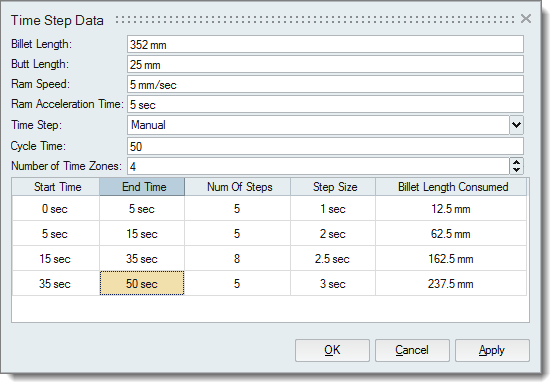
タイムステップデータダイアログの手動オプションを使用して、非定常問題の時間ステップを制御および変更します。これにより、そのサイクル中に最大5つの異なる時間ステップサイズ(ゾーンと呼ばれる)を定義できます。
Inspire Extrudeは自動的にサイクル時間を見積もります。このサイクル時間を短縮し、フルサイクル解析より短い時間で解析を行うことができます。
-
Extrusionリボンから、Process DataツールにあるVTS
ツールをクリックします。
時間ステップデータダイアログが表示されます。 -
時間ゾーンの数を選択します。
- 各時間ゾーンに対し、終了時間とNum Of Stepsのみを変更できます。残りのデータは自動的に計算されます。
-
OKをクリックします。
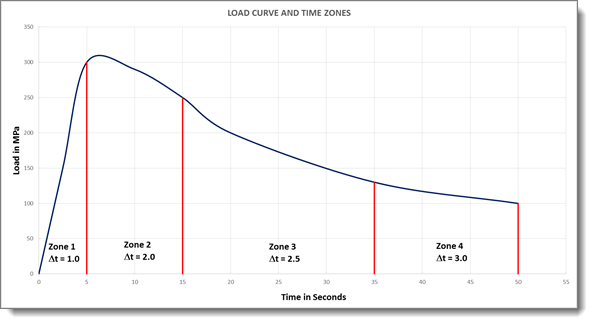
次の図に、上記テーブルの4つのゾーンの時間ステップサイズが荷重曲線にどのように対応しているかを示します。ソルバーが解を計算する際、0~5.0秒の間では1秒の時間ステップサイズが使用されます。つまり、ポストプロセッサでは、毎秒後の解を確認できます。次の5.0~15.0秒の間では、2秒ステップで時間を進めます。つまり、5.0、7.0、9.0、11.0、13.0、15.0と進みます。同様にして、残りの2つの時間ゾーンについても、それぞれ2.5秒、3.0秒の時間ステップサイズで時間を進めます。Inspire Extrudeでは、時間ステップを定義する際、1~5の時間ゾーンを指定できます。計算される解の質は、ステップのサイズに影響されないことに注意してください。
ビレットテーパーの設定
ビレットテーパーを設定する前に、ビレットを作成します。
押出では、応力仕事によりサイクル中にプロファイルの温度が上昇するため、加熱されます。これにより製品品質が劣化したり、均一でなくなる場合があります。これを解決するため、ビレットのテーパー加熱が使用されます。Inspire Extrudeでは、3つすべてのテーパー加熱のタイプの組み合わせをサポートしています。
- 軸テーパー
- 横テーパー
- 径方向テーパー
-
Extrusionリボンから、Process DataツールにあるBillet Taper.ツールをクリックします。

ビレットテーパーデータダイアログが表示されます。
ビレットテーパー例
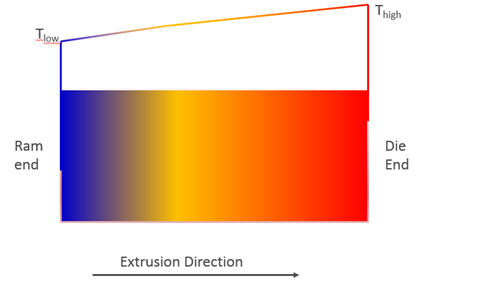
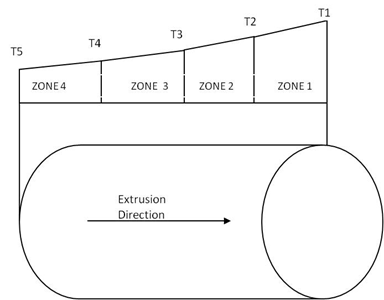
軸テーパーが使用される場合、ビレットの温度は軸方向に沿って変化します。この変化は、それぞれ線形に変化する5つのゾーンとして指定できます。ビレットはダイス端部で温度が高く(この温度がビレット予熱温度)、ラム端部で(相対的に)温度が低くなります。下の図に、この変化と、ソルバーでゾーンがどのように考慮されるかを示します。
Lateral Taper
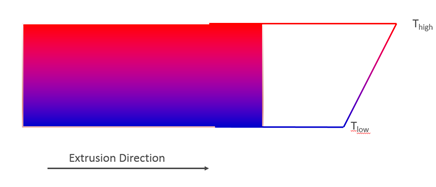
ビレットがコンテナーに投入されると、ビレットの底部はコンテナーに接触します。したがって、ビレットの底部と上部で熱伝導率が異なり、横方向の温度変化が生じます。この勾配は、1つのビレットから複数のプロファイルを押し出す場合に重要となります。熱伝導率の差を補うため、横方向に不均一にビレットを加熱することもできます。後でテーパーデータを使用してこの勾配を指定します。下の図に、ビレットの底部から上部まで、温度がどのように変化するかを示します。データを指定する際に、片側(上部または底部)をもう一方より高い温度にすることができます。
Radial Taper
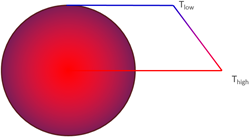
押出の際、ビレットの周辺領域は中心領域に比べて過度の変形を受けるため、より高温になります。これを補うため、ビレットの半径方向に不均一な加熱が使用されます。
熱伝達係数の定義
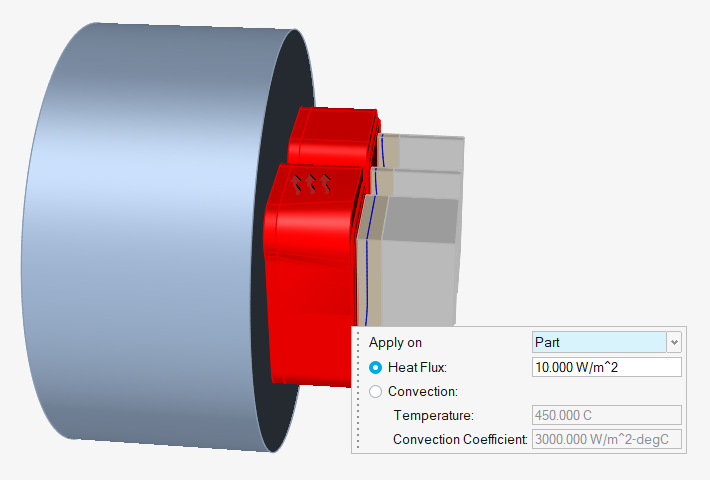
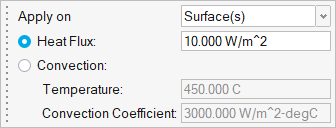
フェイスを選択して熱伝達の境界条件を指定します。
-
Extrusionリボンから、Process DataツールにあるHTC
ツールをクリックします。

-
HTCの境界条件を適用するサーフェスを選択します。
Ctrlを押し、モデル上のサーフェスをクリックして選択と選択解除を切り替えることで、境界条件を追加または削除します。
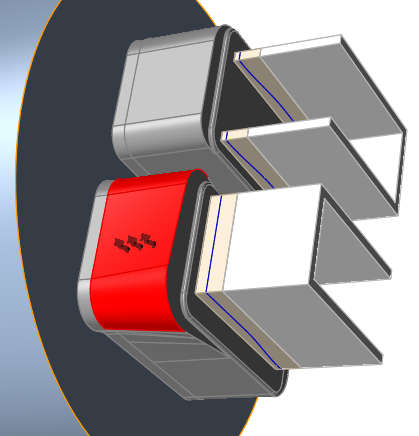
-
マクロダイアログに値を入力し、その熱伝達プロパティを割り当てます。
Note: 選択したサーフェスかパート全体のいずれかにHTCを適用します。パートを選択すると、HTCはそのパートのすべてのサーフェスに適用されます。