ポスト処理
解析結果の表示ツールを使用して、解析エクスプローラで解析の結果を表示します。結果の表示とアニメーション表示を行い、注釈を追加し、別々の実行からの結果を比較します。
ポスト処理を試みる前に、結果が利用可能である必要があります。
-
Extrusionリボンから、解析ツールをクリックします。

ポスト処理モードがアクティブになります。
結果をアニメーションして録画する
モデリングウィンドウの下部に表示されるアニメーションツールバーを使用して、結果のアニメーションと録画を行います。
結果のアニメーション表示
前に解析を実行している場合、アニメーションツールバーで実行ボタンをクリックすると結果がアニメーション表示されます。
-
解析を確認するには、アニメーションツールバーの
 ボタンをクリックします。アニメーションを一時停止するには、
ボタンをクリックします。アニメーションを一時停止するには、 ボタンをクリックします。
ボタンをクリックします。
- オプション:
アニメーション設定を変更するには、
 アイコンをクリックします。
アイコンをクリックします。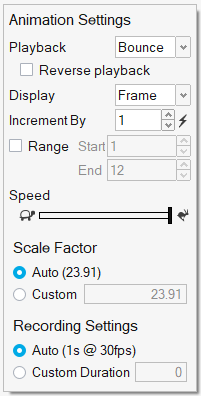
- チェックマークを右クリックして、マウスで移動して終了するか、または右ダブルクリックします。
結果の録画
アニメーションツールバーの![]() ボタンをクリックして、.mp4フォーマットでビデオに取り込みます。
ボタンをクリックして、.mp4フォーマットでビデオに取り込みます。
- まだ結果を再生していない場合は、結果を再生して、録画しようとしている内容について把握します。
- オプション:
必要であれば、アイコンをクリックし、アニメーション設定を変更します。
-
アニメーションツールバーの
 ボタンをクリックして、動作結果の録画を開始します。アイコンは録画中であることを示す赤色に変化します。再度アイコンをクリックすると、録画が停止します。
ボタンをクリックして、動作結果の録画を開始します。アイコンは録画中であることを示す赤色に変化します。再度アイコンをクリックすると、録画が停止します。
- 録画が完了すると、ビデオは自動的にC:\Users\<yourname>\Documents\Altair\videosディレクトリに保存されます。これには、タイムスタンプから作られた名前(recording2018.8.8_15.47.39.mp4など)が自動的に付与されます。
- 右クリックでレビューモードを抜けます。
- デフォルトの動作は連続録画ですが、再生オプションがLoopではなくOnceに設定されている場合、録画は自動的に停止します。
- ワークフローのヘルプを非表示にするには、の順に選択し、WorkspaceカテゴリでShow workflow helpチェックボックスをオフにします。
- マウスカーソルを録画しないようにするには、アニメーションツールバーの
 ボタンをクリックし、Tabキーを押してフォーカスをボタンに移します。その後、Spacebarを押して録画を開始または停止します。
ボタンをクリックし、Tabキーを押してフォーカスをボタンに移します。その後、Spacebarを押して録画を開始または停止します。 - ビデオの録画機能では、モデリングウィンドウの領域内のすべてを取り込むことに注意してください。録画プロセス中は、このウィンドウを覆い隠したり、最小化しないでください。
アニメーションオプション
解析エクスプローラのアニメーションオプションを使用すると、アニメーションの開始と停止、および標準設定の調整ができます。
| オプション | 説明 | |
|---|---|---|
| アニメーションの再生/停止 |  |
選択した結果をアニメーション表示します。 |
| アニメーションスピード | アニメーションの速度を変更します。 | |
アニメーションツールバー
アニメーションツールバーを使用して、アニメーションの再生、録画、および設定を行います。

図 1. アニメーションツールバー
- アニメーション設定
- クリックして、アニメーション設定を開きます。
- 再生と録画/記録停止
- ボタンをクリックして、結果の録画を開始します。アイコンが赤色に変わり、録画中であることを示します。アイコンを再度クリックすると録画が停止します。
- アニメーションの開始/アニメーションの一時停止
- ボタンをクリックして、アニメーションを開始または一時停止します。アニメーションで最初のフレームまたは最後のフレームにジャンプするには、矢印ボタンを使用します。
- アニメーションの最初のステップに移動/アニメーションの前のステップに移動/アニメーションの次のステップに移動/アニメーションの最後のステップに移動
- これらのボタンを使用するとアニメーションをフレームごとにステップ再生できます。前または次ボタンを押すと自動リピートします。フレームをスキップするには、アニメーション設定の増分機能を使用し、Ctrlを押したまま一時的にこの動作をオーバーライドします。
- スライダー
- 解析中に任意のポイントを表示するにはツールバーにあるスライダーをドラッグします。アニメーションをフレームごとに移動するには矢印キーを使用します。
- 現在のステップ
- 現在の時間またはフレームを表示します。また、値を入力して最も近い時間/フレームに移動することもできます。
アニメーション設定
アニメーションツールバーからアニメーション設定を編集します。
図 2. アニメーション設定
- 再生
- アニメーションの再生を、繰り返し、一回、往復(前方および後方の切り替え)で行うかを選択します。逆再生のチェックボックスを選択します。
- 表示
- スライダーの単位を時間またはフレームのいずれかに設定します。
- 増分
- カウンターの値を大きくして再生時のフレームをスキップします。リセットボタンでデフォルト値の1に戻ります。
- スピード
- アニメーションのスピードを変更するには、スライダーをドラッグします。
- 範囲
- 範囲チェックボックスを選択して、アニメーションの開始フレームと終了フレームを設定します。これにより、再生範囲をアニメーションの一部だけに限定することができ、より詳細に挙動を検討しやすくなります。Ctrlキーを押しながら、開始アイコン、終了アイコンをクリックすると、それぞれ範囲開始、範囲終了にジャンプすることができます。 注: モーションモデル場合、Ctrlキーを押しながらダブルクリックすると、選択した範囲のプロットをフィットさせることができます。また、トレーサーのパスは、指定された範囲にしたがってトリミングされます。
- スケールファクター
- カスタム値を入力してアニメーションのスケールを変更します。一般に、変位のスケールは小さくてはっきりと確認できないため、デフォルトでは自動スケーリングが有効になります。
- 録画設定
- デフォルトの自動設定では、1秒間に30フレームの録画時間が見込まれます。ビデオの再生速度が必要以上に速い場合は、継続時間指定を選択してビデオの長さを変更します。これで、指定した時間のフレームレートが可能です。継続時間指定の最小値は1秒、最大値は30秒です。
アニメーションのショートカット
| 動作 | 操作 |
|---|---|
| 再生および一時停止 | 再生ボタンがアクティブな場合は、スペースバーを押します。 |
| スライダーを増分する |
アニメーションをフレームごとに移動するには矢印キーを使用するか、スライダー上にカーソルを移動してスクロールホイールを使用します。 |
| ツールの終了 | チェックマークを右クリックして、マウスで移動して終了するか、または右ダブルクリックします。 |
結果タイプ
| オプション | 説明 |
|---|---|
| 変位 | 変位プロットにより、ノーズコーンの変形の度合いが示されます。速度から変位が計算され、これらによってプロファイルのノーズコーンの変化が示されます。また、変位により、プロファイルが寸法トレランスを満たしているかどうかもわかります。この結果は定性的で、ダイスのバランスが良いかどうかを判断するのに役立ちます。 |
| 圧力 | ラム端部での圧力により、ビレットを押すのに必要な押出力が与えられます。このデータでは、結果として得られるダイスサーフェス上の押し出し荷重についての情報も提供されます。このデータはツールたわみの予測に使用されます。 ウェルドチャンバー内の圧力は、良好な溶接の作成に役立ちます。溶接強度は、この領域での流動応力に対する圧力の比率が高い場合に高くなります。 圧力は、ベアリング領域内の摩擦にも影響を与えます。 |
| 温度 | 材料の流動応力は温度とひずみ速度に大きく依存します。また、粒子サイズなどの主な材料特性は温度に依存します。したがって、温度分布を理解することは、正常な押し出しを行うための鍵となります。 応力仕事によりダイス内で過度な加熱が発生した箇所を特定するには、温度データを使用します。 サーフェス品質およびその他の材料特性を特定するには、プロファイル領域内の温度分布を使用します。プロファイル領域では、約5%以下の温度変化が許容されます。ハイエンドのアプリケーションの場合は、トレランスが厳しくなります。 |
| 速度 | このデータにより、押出の際に材料がどのように変形し、流れるのかが詳細にわかります。このデータを使用して、ダイス出口での流れの不均衡を検出できます。マルチホールダイスの場合、プロファイルがそれぞれの穴から出る速度と、各サイクルで結果として生じるプロファイル長さを特定できます。ポートホールやポケットなどのダイス領域での材料の流れを調査することは、ダイスの性能を向上させるための再設計の際に役立ちます。 |
| 流動応力 | 合金の流動応力は、温度、実効ひずみ速度、および実効ひずみの関数であり、プロセス中に材料が粘塑性的にどのように変形するかを表します。これはスカラー結果です。このソルバーでは、Sellars-Tegart、金属成形べき乗則、およびHensel-Spittelモデルなどの構成則を使用して、流動応力が計算されます。これらのモデルの詳細については、参照の項をご参照ください。局所的な圧力と比較して、局所的な流動応力は、その領域における溶接応力の有用な尺度として機能します。また、接触面での摩耗の把握や、摩擦のモデル化(粘塑性摩擦則)にも役立ちます。 |
| ひずみ | ひずみプロットは、材料の変形度合いを表し、元のビレット断面を基準とした形状の変化を数量化します。 |
| ビレットインターフェース | HyperXtrudeソルバーは、ビレットオンビレット押出での横方向の溶接長さまたはチャージ溶接長さを計算します。これには、非定常解析を実行する必要があります。 押し出しは周期的なプロセスです。最初のビレットが押し出されると、バットが切り落とされ、新しいビレットが配置されます。ダイス内の材料は、新しいビレットサイクルで新しいビレットに置き換えられます。したがって、押し出されたパートのフロント部分は、新しいビレット材料と古いビレット材料の両方が混合された状態となります。この領域は弱く、廃棄物として捨てられます。ビレットインターフェースのコンターは、プロファイルがいつ、どのようにして100%新しい材料になるのかを追跡するのに役立ちます。この廃棄物は、ポートホールおよびウェルドチャンバーを再設計することにより、削減することができます。 |
| ビレット表面 | HyperXtrudeソルバーは、ビレットスキン上の不純物がどのようにプロファイル内に移動するかを予測します。これには、非定常解析を実行する必要があります。ビレットスキンは次の2つの方法でプロファイルに入り込む可能性があります:
|
| 降伏応力 | 降伏応力は、ダイス出口での粒子の直径から計算されます。 |
| 粒子サイズ |
自動車や航空宇宙などの高度な用途の場合、粒子の構造を制御することは非常に重要です。均一で細かい粒子構造は、製品強度の向上につながります。粒子サイズの分布は、さまざまなプロセスパラメータ、合金、およびダイス設計に依存します。 粒子サイズコンターは、押し出しの際に再結晶がどのように生じるかを示します。 |
| 相対出口速度差 | このデータは、押し出しの均衡がとれているかどうかと直接関連します。値は、平均押し出し速度と比較した局所速度の相対比率の差です。したがって、ゼロに近い値は押し出しダイスの均衡がとれていることを意味し、大きな値はダイスの均衡が大きく崩れていることを意味します。最終的な用途によりますが、相対速度差が10%以下のダイスが満足できるものと見なされます。自動車や航空宇宙のように最終的な用途の形状のトレランスが厳しい場合、その限度は一般に3%未満となります。 |
| 溶着強度品質 | 溶接品質は、次のような多くの変数に依存します:
|
| 溶接面 | ブリッジダイスを使用した中空プロファイルの押し出しにおいて、ビレットは分割されてポートホール内に流れ込んだ後、ウェルドチャンバー内で合流します。隣接するポートホールからの流れが合流する際に形成されるサーフェスは、縦シーム溶接と呼ばれます。 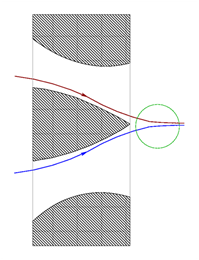 各サーフェス領域を可視化したものが異なる色で表示されます。 |