キネマティックドレーピングの理論
多くの場合、積層複合材構造は、強化プライを目的の方向で金型サーフェス上に配置することによって形成します。
平坦なサーフェスと単曲サーフェスの場合は、プライの向きが適用領域全体でほとんど変化しません。二重湾曲サーフェスでは、プライは変形によってのみサーフェスに沿った形状になることができます。特に、乾燥した事前含漬済み織物は、過度の力を適用しなくても二重湾曲サーフェスの形状に適合できます。変形は面内せん断によって特定の変形レベルまで発生します。繊維のせん断剛性はきわめて低くなっています。[1]
せん断によってプライが変形し、サーフェスに沿った形状になると繊維方向が変化します。いわゆるドレーピングプロセスをシミュレートするさまざまな手法が開発されています。[2] ドレーピングシミュレーションのニーズとして2種類があります。ひとつは、複合材製品の製造可能性の評価です。サーフェスに沿った強化ができない領域を特定し、そのような領域の発生を避ける対策を設計で講じることができます。もうひとつのニーズは、モデルの任意の位置における実際の繊維方向をドレーピングシミュレーションで確認することです。この情報は、構造体の正確な有限要素解析に必要です。
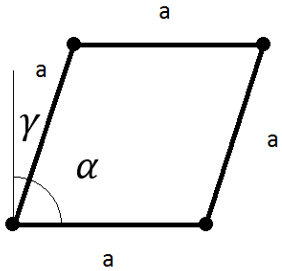
図 1.
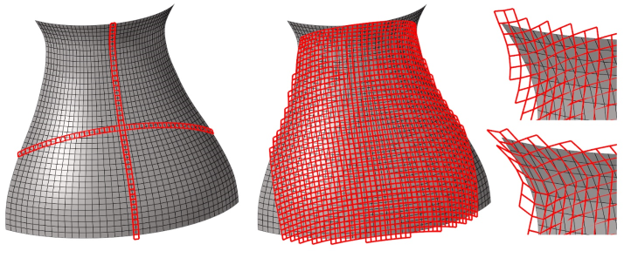
図 2.
既知の節点ポイントが2つある要素のドレーピング(左の図)。ドレーピングの伝搬は、最初は直交する方向に進みます。既知の節点ポイントが3つある要素のドレーピング(中央の図)。適用範囲は、主要なドレーピングパスに基づきます。ドレーピングの再実行(右)と適用範囲全体。再実行では、デフォルトの緩和角を最初に使用します。つづいて、最大緩和角を使用します。これに関連するモデルRevolution.hmが、インストール先のtutorials\hmフォルダーにあります。
このことから、2つの節点の位置は、反復最小化アルゴリズムを使用して決定できます。
ドレーピングシミュレーションは、指定のシードポイントから始まり、指定のドレーピング方向に進みます。この段階では、各ドレーピング要素に最初は2つの既知の節点があります。ドレーピング要素を、モデルエッジに到達するまで並べます。最初は直交している4つのすべての主方向(デフォルトでオンに設定されています)へ、この手順を同時に進めます。主方向のドレーピングと平行して、既知の節点が3つあるドレーピング要素を配置します。モデル全体をドレーピングするかどうかや、ドレーピングシミュレーションの再実行を必要とする領域が存在するかどうかは、アルゴリズムによって解決されます。
再実行は、ドレーピングパッチのエッジの中央から始まります。再実行の位置で既知となっている節点は2つなので、エネルギー最小化によって2つの未知の節点を決定する必要があります。拘束がないので、通常はきわめて緩和されたドレーピングメッシュが生成されます。緩和角パラメータ(デフォルトは3度)を使用して、ドレーピングメッシュの回復を制御できます。このパラメータでは、親ドレーピング要素を基準として緩和のレベルを制限します。つづいて、目的のエッジ上のドレーピング要素をアルゴリズムで行方向に処理し、ドレーピングされていない他のエッジなどに進みます。
シミュレーションによって、繊維の主方向の1(縦糸)と2(横糸)が決まります。ドレーピングした繊維方向1が有限要素モデルにマップされ、それに応じて材料方向が修正されます。編組プライは、プライ方向が0度と90度の2つの単方向プライに分割し、別々にドレーピングできます。
これは理想的な非せん断ケースからの乖離を表しています。モデルサーフェス全体でβ値を可視化することは、問題領域の表現に効果的です。せん断値はFEメッシュにマップされ、絶対値で表現されます。ほとんどの繊維強化で、最大変形角αは30~40度です。[6] 繊維が特定の変形レベルまでせん断されると、せん断変形の増加はわずかなまま、せん断力が急激に増加し始めます。この限界はロッキング角と呼ばれています。この限界を超えると座屈が見られるようになります。Kinematic Drapingダイアログでは、βのデフォルト値が55度に設定されています。強化のロッキング角は経験に基づいて決定できます。[7]
ピンジョイントネットモデルは、織物用に特化して開発されたモデルですが、クロスプライのプリプレグスタックや穏やかな変形状態にある単独の単方向プライでも機能することがわかっています。[8]
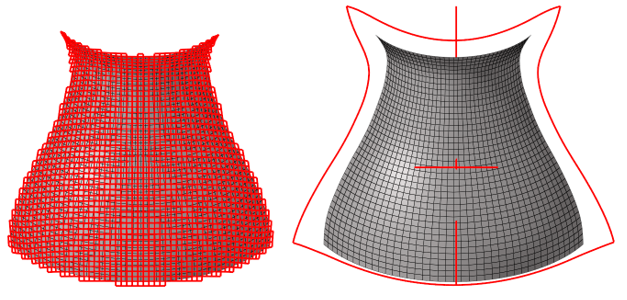
図 3.
参考資料
Deep drawing of fabric reinforced thermoplastics, Bergsma OK, Huisman J., In: Brebbia CA, de Wilde WP, Blain WR, editors.Computer aided design in composite material technology, New York: Springer, 1988. p. 323-334.
Algorithms for draping fabrics on doubly-curved surfaces, Van der Ween F., Int J Numer Meth Eng 1991;31:1415-1426.
The influence of accurate stretch data for reinforcements on the production of complex structural moldings.Part 1.Deformation of aligned sheets and fabrics, Potter KD., Composites 1979;10: 161-167.
The draping of woven fabric preforms and prepregs for production of polymer composite components, Wang J et al.Composites: Part A 30 (1999) 757-765.
Fabric draping simulation in composites manufacturing Part II.Analytical methods, Van West BP, Luby SC., J Adv Mater 1997;28(3):36-41.
Experimental studies and analysis of the draping of woven fabrics, Mohammed U et al.Composites: Part A 31 (2000) 1409-1420.
On the relationship between shear angle and wrinkling of textile composite preforms, Prodromou AG, Chen J. Composites: Part A 28A (1997) 491-503.
Bias extension measurements on cross-plied unidirectional prepreg, Potter K. Composites: Part A 33 (2002) 63-73.
Fitting a woven-cloth model to a curved surface: mapping algorithms, Aono M., Breen D.E. and Wozny M.J., Computer-Aided Design, Volume 26, Issue 4, April 1994, 278-292.
A Geometry Information Based Fishnet Algorithm for Woven Fabric Draping in Liquid Composite Molding, Yang B, Jin T., Bi F. and Li J., ISSN 1392–1320 Materials Science (MEDŽIAGOTYRA).Vol. 20, No. 4.2014.