ドロービードインターフェース(/INTER/TYPE8)
インターフェースタイプ8は、 ドロービードのシミュレートに用いられます。このインターフェースは主に製造業の金属成形のモデル化に用いられます。絞りビードは金属帯板がスタンピングプロセスで滑るのを防ぐために用いられます。
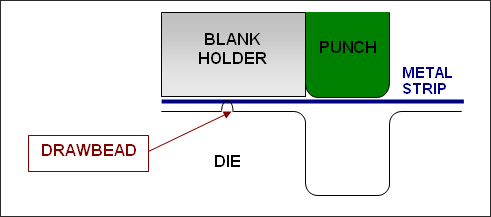
図 1. スタンピングプロセス
図 1. スタンピングプロセス
インターフェースタイプ8を用いたドロービードのモデル化は、セカンダリ節点の線とメインサーフェスの定義からなっています。セカンダリの節点は、入力の力が単位長さ当たりとなるために、ソートされている必要があります。そしてその長さが連続する2節点間の距離として計算されます。セカンダリ節点がメインサーフェスに投影されるとすぐ、全てのメイン節点にその接線速度の反対の接線力が与えられます(図 2)。その結果、金属帯板は滑りません。
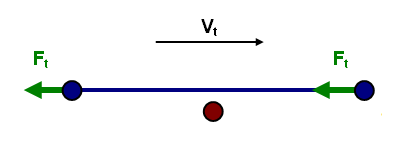
図 2. ドロービード力
図 2. ドロービード力
注: メインサーフェスに作用する全体の力は、(ユーザー定義の)単位長さ当たりのドロービード力に連続する2つのセカンダリ節点間の距離を乗じたものを超えることができません。この場合、金属帯板の節点の滑りが生じます。
共通の問題
ドロービードが連続でない場合、それぞれの連続するドロービードに対して1つのインターフェースとなるように、複数のタイプ8のインターフェースを生成する必要があります。そうでないと、同じ連続するドロービードの部分ではない2つの節点間でドロービード力が高くなりすぎることがあります。
図 3 がこの点を示しています。灰色のパートは自動車のフードで、スタンピングプロセスで3のドロービードが必要になります。タイプ8のインターフェースが1つだけ生成されると、ドロービードは連続でなく、節点N17とN18の間の距離が2連続節点間の平均距離よりもずっと大きくなります。このため、節点 N17とN18に作用するドロービード力が高くなりすぎ、これらのエリアで非現実的な変形を引き起こし得ることになります。

図 3. フードのスタンピングの例
図 3. フードのスタンピングの例